





在鋅合金錠的生產過程中所產生的偏析現象,是因為合金內的金屬元素密度、凝固次序不同和在凝固時各元素在合金錠內有不同的分佈所致。這自然物理現象並不會對壓鑄生產做成影響,因為在合金錠熔化成液態後,元素便會均勻分佈。但相對於化驗檢測,取樣太少或位置不當,便會造成化驗結果偏差。因此,當我們化驗合金成份時,正確的取樣方法就變得很重要。因此,國際上有一套專門為鋅合金錠而制定的標準取樣方法,例如:英國EN12060。以下我們比較了不同的取樣方法對化驗結果的影響,當中以標準方法取樣的化驗結果為判定標準。
方法一:
根據標準取樣方法,在同一批合金錠隨機抽取12條錠並在錠上不同的位置鑽孔並收集鑽屑做為化驗的樣本。為避免合金錠偏析影響化驗結果,我們以標準的取樣方法得出來的結果為判定依據。從標準取样方法得出來的結果來看,合金的成分都附合國際標準美國ASTM B240-13。


結果 % | ||||||||
Al 鋁 | Mg 鎂 | Pb 鉛 | Fe 鐡 | Cd 鎘 | Cu 銅 | Sn 錫 | Zn 鋅 | |
化驗樣本 | 4.0 | 0.04 | <0.0005 | 0.0026 | 0.0029 | <0.0005 | <0.0005 | 餘量 |
ASTM B240-13 標準 | 3.9-4.3 | 0.03-0.06 | 0.10 max | 0.035 max | 0.0040 max | 0.0030 max | 0.0015 max | 餘量 |
方法二:
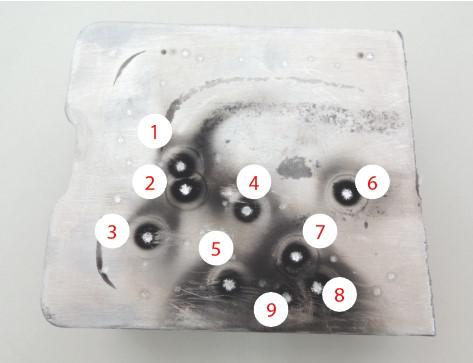
直接在打磨過的合金錠底表面用直讀光譜儀化驗。此方法得出來的結果很不穩定,以鋁為例,其含量從4.1%到4.9%,而且比用標準方法的結果偏高。這正正是由於偏析導致的。一般來說,鋅合金錠靠近表面的鋁含量會比內部高,所以用這種取樣方法得出來的成分並不能代表合金錠整體的成分。
化驗位置 | 結果 % | |||||||
Al 鋁 | Mg 鎂 | Pb 鉛 | Fe 鐡 | Cd 鎘 | Cu 銅 | Sn 錫 | Zn 鋅 | |
1 | 4.9 | 0.052 | 0.0028 | 0.002 | 0.0006 | <0.0005 | <0.0005 | 餘量 |
2 | 4.5 | 0.055 | 0.0027 | 0.002 | 0.0007 | <0.0005 | <0.0005 | 餘量 |
3 | 4.4 | 0.052 | 0.0022 | 0.002 | 0.0006 | <0.0005 | <0.0005 | 餘量 |
4 | 4.3 | 0.034 | 0.0014 | 0.003 | 0.0005 | <0.0005 | <0.0005 | 餘量 |
5 | 4.6 | 0.051 | 0.0026 | 0.002 | 0.0007 | <0.0005 | <0.0005 | 餘量 |
6 | 4.4 | 0.035 | 0.0017 | 0.000 | 0.0007 | <0.0005 | <0.0005 | 餘量 |
7 | 4.4 | 0.034 | 0.0014 | 0.003 | 0.0006 | <0.0005 | <0.0005 | 餘量 |
8 | 4.4 | 0.055 | 0.0022 | 0.003 | 0.0007 | <0.0005 | <0.0005 | 餘量 |
9 | 4.3 | 0.032 | 0.0016 | 0.002 | 0.0005 | <0.0005 | <0.0005 | 餘量 |
方法三:
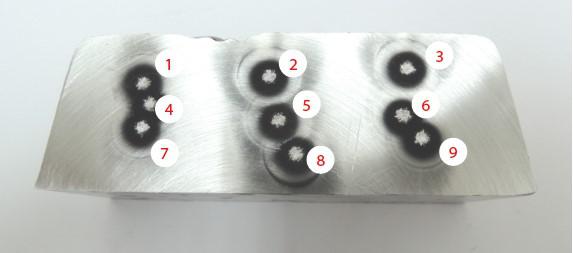
直接在合金錠的橫切面用直讀光譜儀化驗,橫切面在化驗前經過打磨。此方法也不能避免偏析所導致的偏差,化驗結果也是比較浮動(3.7%至 4.1%),個別的部位和實際的成分偏差較大。從總體結果來看,合金錠靠近上下兩個面的部位的鋁含量比中間區域的較高,所以這種方法也不太合適。
化驗位置 | 結果 % | |||||||
Al 鋁 | Mg 鎂 | Pb 鉛 | Fe 鐡 | Cd 鎘 | Cu 銅 | Sn 錫 | Zn 鋅 | |
1 | 4.0 | 0.046 | 0.0028 | 0.003 | 0.0006 | <0.0005 | <0.0005 | 餘量 |
2 | 4.0 | 0.038 | 0.0023 | 0.003 | 0.0005 | <0.0005 | <0.0005 | 餘量 |
3 | 4.0 | 0.043 | 0.0024 | 0.004 | 0.0006 | <0.0005 | <0.0005 | 餘量 |
4 | 3.9 | 0.039 | 0.0020 | 0.003 | 0.0006 | <0.0005 | <0.0005 | 餘量 |
5 | 3.8 | 0.037 | 0.0022 | 0.005 | 0.0005 | <0.0005 | <0.0005 | 餘量 |
6 | 3.7 | 0.037 | 0.0022 | 0.004 | 0.0005 | <0.0005 | <0.0005 | 餘量 |
7 | 4.1 | 0.046 | 0.0026 | 0.003 | 0.0006 | <0.0005 | <0.0005 | 餘量 |
8 | 3.8 | 0.044 | 0.0027 | 0.003 | 0.0006 | <0.0005 | <0.0005 | 餘量 |
9 | 4.1 | 0.038 | 0.0020 | 0.003 | 0.0005 | <0.0005 | <0.0005 | 餘量 |
方法四:
從合金錠切一塊出來然後重熔,並製作成餅狀的樣本,然後車平其中一個平面,在這平面上用直讀光譜儀化驗。這種方法的好處是經過重熔後可以儘量減少偏析造成的影響。從化驗結果來看,以鋁含量為例,雖然它和標準方法做出來的結果相差0.1%,但基本上每個點的成分都是相對一致的。



化驗位置 | 結果 % | |||||||
Al 鋁 | Mg 鎂 | Pb 鉛 | Fe 鐡 | Cd 鎘 | Cu 銅 | Sn 錫 | Zn 鋅 | |
1 | 3.9 | 0.05 | 0.0026 | 0.003 | 0.0006 | <0.0005 | <0.0005 | 餘量 |
2 | 3.9 | 0.05 | 0.0026 | 0.003 | <0.0003 | <0.0005 | <0.0005 | 餘量 |
3 | 3.9 | 0.05 | 0.0025 | 0.003 | 0.0005 | <0.0005 | <0.0005 | 餘量 |
總結:
由於鋅合金錠會有自然偏析的情況,而偏析會導致不同的取樣方法得出來的化驗結果出現偏差。從以上的實驗結果來看,國際標準的取樣方法能避免偏析的影響,可以得到最準確和最穩定的化驗結果。其它方法都有其缺點,方法二和方法三的偏差最大,而方法四的結果最接近標準方法,可以作為日常監察之用,但若要作最終的判定,還需要根據標準方法取樣。